
如何调试主轴的动平衡?

所有的旋转机器,无论如何设计和制造,都会在运行中产生振动。过度的振动会让使用寿命缩短甚至造成机器损坏。
当过度振动的部件与其他设备互相连接时,除了会影响本身的运行外,还会通过连接的部件,将振动传递到其他设备上,从而破坏整个运行环境。
我们通常所说的调试动平衡,实质上的作用就是为了减小振动。
特别是机器在以高转速运行时,有时候我们能明显感觉到振动,而且还伴有刺耳的噪音。主轴会在短时间内发热,加工用的小直径刀具也很可能由于主轴振动的关系,在高速转动时意外的断刀,或者在零件表面产生让人无法接受的刀痕。
这种不平衡状态是由于旋转部件的质量中心线偏离旋转轴线所导致。
在哈斯的主轴装配线上,会以G2.5的动平衡标准,进行2次动平衡的调试和检测,确保主轴能安全持久的运行。

除了主轴本身,用户使用不符合动平衡标准的刀柄或者刀具,也可能是产生不平衡的原因。在使用小直径刀具加工时,由于线速度的关系,需要让主轴以高转速运行,才能正常的钻削或者铣削,使用不符合动平衡标准的刀柄会导致刀具磨损加快,影响加工效率。长时间以这种方式运行,会加速主轴轴承的磨损,增加机器的维护成本。
*超长、超大、超重的刀具是不被允许使用的!
*为了人身及财产安全,请严格遵守机器贴纸上的警示!
利用手感知振动,从而减小主轴振动的方法:
1. 在主轴上装上一把你能找到的动平衡最好的刀柄,让主轴以最高转速运行,并用手感知振动的大小。

2. 拆下主轴的保护壳
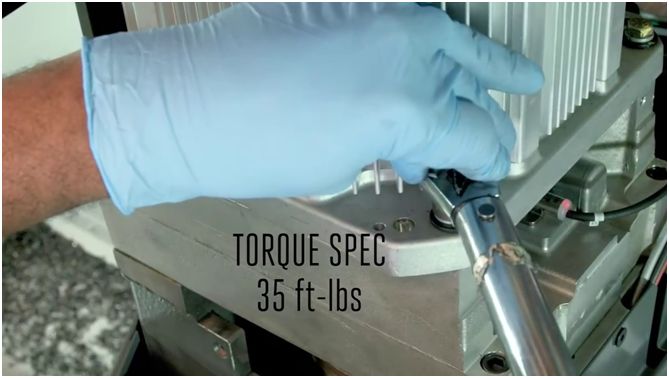
3. 松开主轴电机的紧固螺栓,并随后以750RPM的转速运行主轴,让主轴也电机自行对齐,随后慢慢的拧紧螺栓,然后以特定的扭力完全拧紧。
4. 再次用手感知振动大小。如果振动问题没有得到解决,请继续下一步。
5. 在导向释放环上为每个螺纹孔进行编号。
6. 用配套的紧定螺丝套件,从最短的螺丝开始,将这个螺丝依次拧到每个螺纹孔中(一定要拧到螺纹的底部),通过比较在最高转速时的振动状态,找出振动最小的那个螺纹孔。
7. 在找到的那个螺纹孔,尝试不同长度的紧定螺丝,通过比较振动的大小选择最合适的紧定螺丝。

8. 如果振动的问题得到解决,则将这个紧定螺丝卸下来,滴上润滑油之后再装回去(为了防锈)。
9. 装回主轴保护壳。
更详细的说明,可以参考下面的视频
注:本图文系网络转载;如有侵权烦请联系删文。